テクノV
~スリットパッキング柱テクノVについて~
製造工程
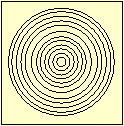
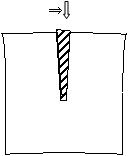
製材したての木材(水分を多く含む)
工程1.未乾燥材の背割り
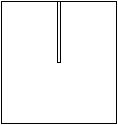
人工乾燥過程では収縮圧力と応力の均衡する形状に収縮、変形が起きる、
この過程で重要なことは、背割りにより内部応力の高まりを干割れや内部割れの発生に至らない範囲に抑制して乾燥を進行することである。
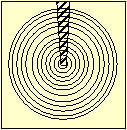
その結果として乾燥過程に背割り溝はV字型に拡張し図2.の上部の溝巾は乾燥終了時には4寸角材で4~9mm程度となるが、部位や個体によりバラツキがある。
工程2.人工乾燥
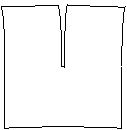
グリーン材を乾燥する過程では芯部と辺部に収縮時差がある、これにより外部から収縮圧力がかかり始め、これに対応して内部応力が高まってゆき、ついには干割れが発生する。 この内部応力の高まりを背割り加工を施すことによりあらかじめ分散して抑制する。
また通常芯持材では幾重にもなる年輪により芯部の保水性が高く芯去り材と比べ乾燥には時間がかかる、しかし背割りにより保水性を解放することで、芯持ち材芯部の乾燥が加速出来る利点がある。
工程3.4面プレナー加工+背割り溝のV字型整形カット
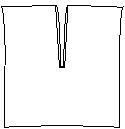
拡張した背割り溝を専用のテクノVスリッターにより再度定形のV型溝に整形する。
工程4.V型割り栓の接着+仕上4面プレナー加工
V形溝に定形加工したV形パッキンを接着剤を介して挿入圧着する。
テクノV専用の圧着機械により強固な接着を行う
テクノVの完成
四面プレーナーによる通直仕上げ加工